Thanks Larrin. I really appreciate your input here. Your book has been a game changer for many bladesmiths.
In teaching new smiths how to HT in a forge, I find that they do one or more of these things:
They tend to pull the blade too soon when it is unevenly heated.
They greatly overheat the blade when judging the color by eye.
They only get the edge hot enough and by the time the blade gets to the quench it has dropped below critical.
They pull the blade out of the forge and check a couple times with a magnet, then quench. By the time they check a couple times the blade has dropped as much as 50°.
Often these "lessons" are done over the internet and here in Shop Talk. This makes it impossible to physically show them what it should look like as you would in a hands-on session. Normalizing is pretty simple to teach online because temperatures can vary and a bit too high isn't disaster. Hardening is a bit harder when close temperature control is needed.
I teach using a magnet as the guide to when a blade has reached the transformation point while rising in temperature. The main point I try to instill is that the blade must be EVENLY heated so all the blade is the same color as it transitions from pearlite/ferrite/martensite to austenite. My method of "one shade hotter" is a way to let it even out just a tad more before the quench. The majority of new makers who have contacted me with low hardness HT results had success with allowing for a little more time and temperature.
When using a HT oven, I use the charts in your book now. I used to use the ASM Heat Treaters Guide and used the minimum temperature listed. Your figures are far better for knife blades.
When advising people with a HT oven I usually recommend getting the pre-hardening condition right first and then using the lowest temperature needed for full austenitization.
Here's how I use a magnet when doing a forge HT:
The magnet I use is a square welding magnet that I stick on the bottom or side of the forge near the port.
I let the forge fully soak the refractory for a good 15 minutes. This time is often used to forge some small blades or such. No need to waste time and propane!
Once the forge is evenly soaked, I turn the forge down as low as it will go and hold a stable flame. In most forges this is still too hot for HT, but it is as low as it will go. I let it run at this temperature for five minutes or so while I get the quench oil tank in position about 2 feet away from the forge and to the right or left. I usually recommend "smithy" temperature (50-100°) Parks 50 as the quenchant.
Well before the HT session, I like to coat the blade with either a coat of Turco II or a slip wash of Satanite. I am sure ATP, Condursal, Brownell's, or NewClayer is just as good. Allowing the coating to fully dry on its own is also a key to success. (I won't go into the reasoning for the coating here.)
As I heat the blade, I turn it over and over, move from side to side in the forge, shove it in and out, and try to heat the spine more than the edge to allow the heat to run to the edge. If a spot gets brighter color than the rest, I move that part of the blade to a cooler area in the forge.
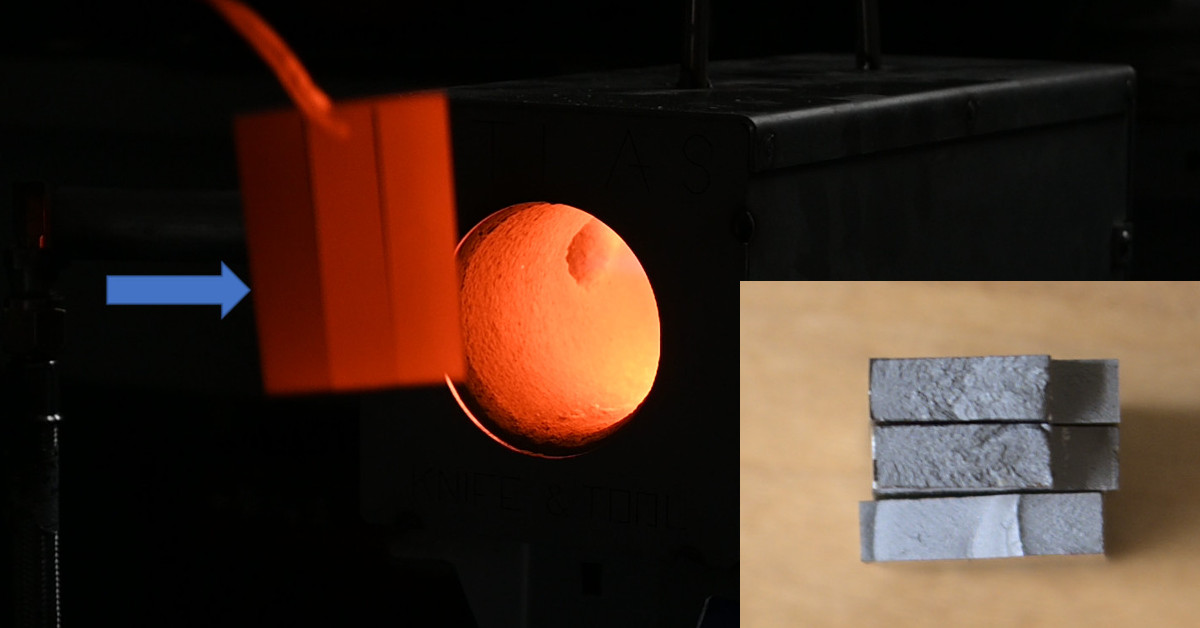
As it gets an even dull red color, I start checking the magnetic state. I pull the blade out and drag it across the magnet from ricasso to tip and right back in the forge. If it is still magnetic the feel is a resistance from pulling to the magnet. As it hits the right shade of red (far less bright-red than most folks realize!), it suddenly stops being attracted to the magnet and just slides across it smoothly. I put it back in the forge for a few more seconds, rolling it around a few times, and then quench. I hold it in the quench while pumping it up and down for at least 10 seconds before pulling it out. If it is a large blade and still smoking a lot, I leave it under the oil until the smoke has stopped.
(once out of the oil you have a short window to check for warps/twist and correct them before the martensite starts to form at 400°)
Side note - if your quench is smoking or flaming it is probably not the blade causing it - it is that you are getting the tongs too hot. After forging, straightening, and then doing normalization, the tongs can get pretty hot. Switch to fresh cool tongs before starting the HT. Lots of smoke or a puff of flame, à la FIF, is a sign that something is WAY too hot. From HT temps around 1500° the blade drops to 800-900° in a second or two, so it is almost surely the hot tongs above the oil igniting the oil vapors.
A quench tank that is not deep enough or large enough is the other cause. The tank should be at least 12" deeper than the blade is long. A minimum for small blades is 2 gallons of oil. For big or long blades, 5 gallons is usually needed.